18303187555
18303187555
公司動態
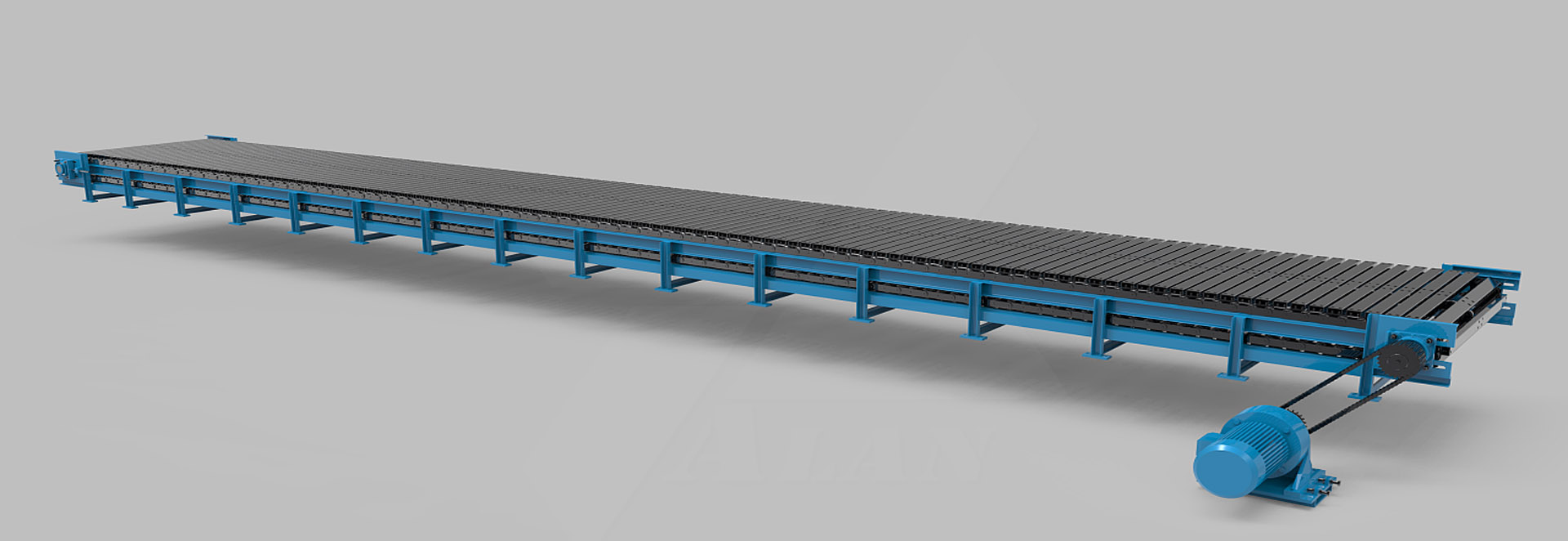
天津托盤輸送線網帶爬坡輸送機滾筒加工
瀏覽: 發布日期:2025-03-19
(一)托盤輸送線網帶爬坡輸送機筒皮的卷圓,筒皮卷制前壓頭須使用壓頭胎,壓頭胎半徑要接近筒皮內圓半徑,壓制圓弧的長度不小于圓周的1/8,筒皮卷頭R處(見圖a)用120°圓弧樣板檢查,不能出現大于0.3mm的間隙,防止焊接時凹陷現象。卷至對口間隙達2mm到3mm時點焊,焊縫長10-15mm,間距30-40公分。筒皮卷制校圓后圓 度誤差應不大于lmm,滾筒的外徑尺寸要求與筒皮加工后要達到較小壁厚尺寸的要求。
(二)托盤輸送線網帶爬坡輸送機滾筒的接盤加工,接盤的加工工序有著嚴格的要求(以鑄焊接盤為例說明)。加工時要以非冒口為基準面接盤外圓要找正,粗車冒口面與外圓里孔。
(三)托盤輸送線網帶爬坡輸送機滾筒筒體加工,為保證外圓和里孔精度,以簡體外圓作為徑向找正基準,鏜削輪轂孔。車削筒體外圓找正,保證安裝中 心與筒體回轉中 心要一致。在加工完成以后檢測滾筒的小壁厚與壁厚 差。測量時更準確地反映出整個滾筒的壁厚差,對于鑄焊接盤滾筒,在距環縫10cm處,沿圓周方向避開縱環縫5公分,每隔90°等分4條線, 每條線上均勻地測5點壁厚差,小值大于小壁厚,差值小于規定的壁厚差。

標簽: 輸送線網帶爬坡輸送機、